
 13894781777
13894781777
摘要:针对垃圾渗滤液的危害及处理难题,介绍了近年来国内在垃圾渗滤液处理方面较为广泛应用的工艺技术,物化处理、生化处理、膜深度处理及其组合工艺等,并对组合工艺对不同渗滤液的处理进行了具体分析。提出了目前垃圾渗滤液需要解决的问题及研究方向。
一、垃圾渗滤液的种类
在生活垃圾收集和处理处置的过程中,因压实、发酵等物理、生物及化学作用会产生垃圾渗滤液。产生的地点包括垃圾收集点、转运站、焚烧发电厂和卫生填埋场等[1]。因此可以把垃圾渗滤液按其产生来源分为四类:垃圾填埋场渗滤液;垃圾焚烧发电厂渗滤液;垃圾转运站渗滤液;厨余(餐厨)沼液。其中,生活垃圾填埋场渗滤液按填埋时间和水质特点,有可分为初期渗滤液、中后期渗滤液及封场后渗滤液[2]。
二、垃圾渗滤液水质特点
(1)污染物成分复杂
由于垃圾组分复杂,渗滤液中的污染物成分复杂。渗滤液的污染成分包括有机物、无机离子和营养物质。其中主要是氨氮和各种溶解态的离子、重金属、酚类、可溶性脂肪酸及其他有机污染物。
(2)有机物浓度高
垃圾渗滤液中的BOD5和COD浓度***高可达几万毫克每升,且含有大量的难降解有机物,如有机氯化物、芳香族化合物、腐植酸等,导致COD中将近有700mg/L~1500mg/L难以用生物处理的方式去除。对于填埋场渗滤液,BOD/COD随着垃圾填埋年数的增加而降低,导致可生化性变差[3]。
(3)氨氮浓度高
垃圾渗滤液中的氨氮和总氮浓度一般都达1000mg/L以上,对于填埋场渗滤液,氨氮随着填埋年数的增加而增加。
(4)重金属和盐分在某些特殊情况下含量高
若原生垃圾中混有大量工业垃圾(污泥),可能导致渗滤液中重金属浓度较高;受我国居民生活习惯影响,垃圾渗滤液盐分含量较高。
三、垃圾渗滤液处理的工艺
3.1 工艺总概述
基于生活垃圾渗滤液的复杂性、高浓度的特点,常规处理技术和措施包括以下方面。
3.2 生物处理技术
在对COD浓度<5000mg/L的垃圾渗滤液的处理中,以好氧生物处理技术***为适宜[4],诸如:活性污泥法、生物膜法;在对COD浓度>5000mg/L的高浓度垃圾渗滤液的处理中,以厌氧生物处理技术***为适宜,诸如:厌氧生物滤池、厌氧序批式反应器;另外,还有厌氧(缺氧)—好氧生物处理技术,如:高效经济的SBR组合工艺技术。
3.3 物化处理技术
能够产生具有强氧化能力的羟基自由基(·OH)的深度氧化处理技术,如:臭氧氧化法、光催化氧化法、电化学氧化法、Fenton氧化法;投加无机盐或高分子物质的混凝处理技术以及膜处理技术。
3.4 土地处理技术
回灌技术;人工湿地处理技术等,可作为生活垃圾渗滤液处理的后继单元。
3.5 组合工艺
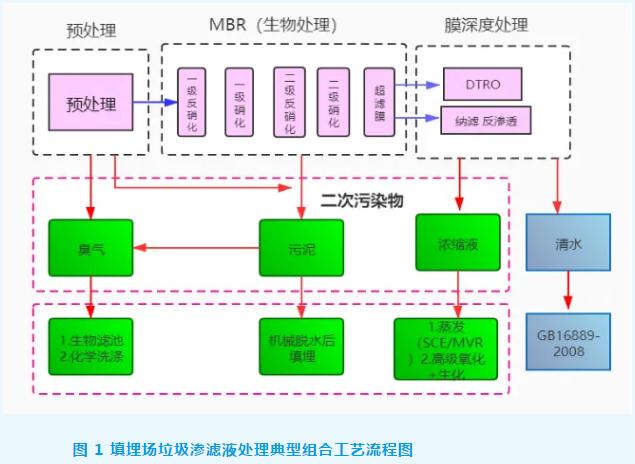
3.5.1 垃圾填埋场渗滤液处理工艺
当前主流的“生化处理+膜深度处理”组合工艺[5],该工艺通过强化生化(通常为MBR)工艺去除大部分可降解的有机物,并将氨氮转化为硝态的氮,再通过膜单元截留去除残余污染物。该工艺流程图如下:
3.5.2 垃圾焚烧厂渗滤液处理工艺
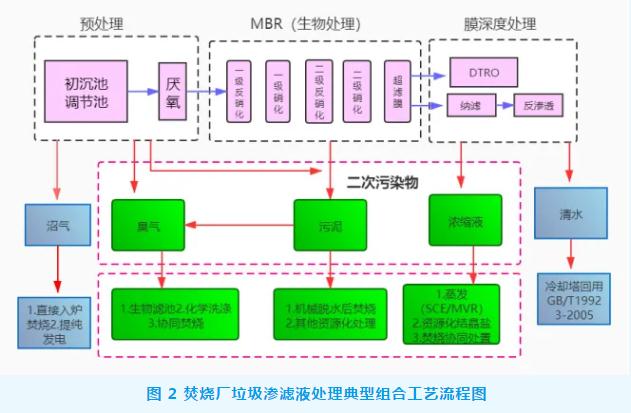
垃圾焚烧厂的渗滤液因为焚烧的工艺不同而存在一定的差别。使用循环流化床的焚烧厂,其生活垃圾经过预处理后直接进入焚烧,一般不对垃圾进行储存发酵,因此产生的垃圾渗滤液相对较少;使用炉排炉的焚烧厂,其垃圾贮存坑内堆存3-7天,此过程会产生大量的垃圾渗滤液。又因为垃圾焚烧厂一般建于室内,因此与垃圾填埋场渗滤液不同的,其主要是因为垃圾本身含有的水分、垃圾中易降解成分短期发酵释放的水分、垃圾溶出的污染物及随水流出的细小悬浮物。其水质更类似于垃圾填埋场早期产生的渗滤液。
由于焚烧厂产生的渗滤液属于新鲜的渗滤液,碳氮比适宜生化,目前国内垃圾焚烧发电厂产生的渗滤液主要采用《生活垃圾渗滤液处理技术规范》(GJJ150-2010)中推荐的常规处理工艺,即“厌氧+MBR+纳滤/软化+反渗透”。该工艺流程图如下:
3.5.3 厨余(餐厨)垃圾
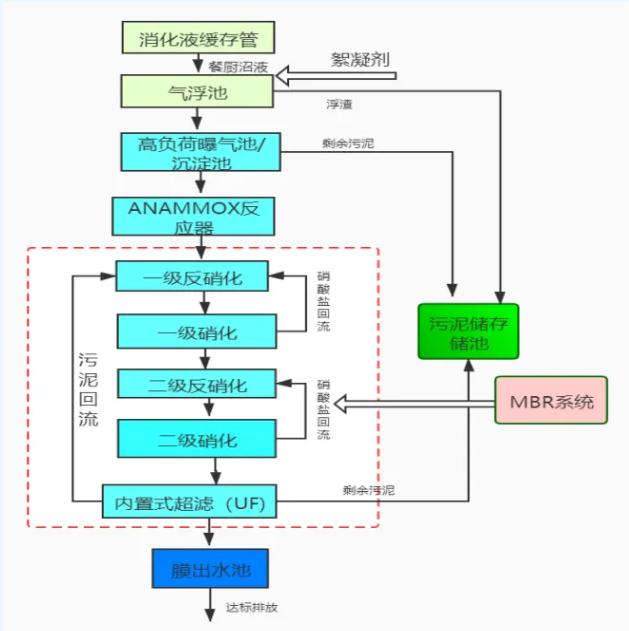
据统计,目前我国一线城市的厨余(餐厨)垃圾占生活垃圾总量的比列约40%-50%。[6]其中,餐厨类含水率为85%左右,厨余类含水率为75%左右。目前厨余(餐厨)垃圾处理主要采用《生活垃圾渗滤液处理技术规范》(GJJ150-2010)中推荐的常规处理工艺,即“预处理+主处理+膜深度处理”。
预处理:应用较多的工艺是气浮除油、厌氧反应器等。
主处理:主要包括SBR工艺、A/O工艺、MBR工艺等。其中MBR工艺出水水质较好、各污染物去除率较高,处理工艺也比较简单,因此应用***为广泛。
深度处理:膜深度处理(纳滤、反渗透等),高级氧化技术等。
以无锡惠联餐厨沼液处理工艺流程图为例:
3.5.4 垃圾转运站渗滤液特点
垃圾转运站渗滤液的产量由垃圾压缩装置、类型、压缩程度、垃圾的主要组成部分、垃圾密度、气候变化等因素决定。一般产量为垃圾日转运量的10%,而在雨季,随着水量和垃圾水分的增加,垃圾转运站渗滤液显著增加,相应的产量通常为垃圾日转运量的20%[6]。
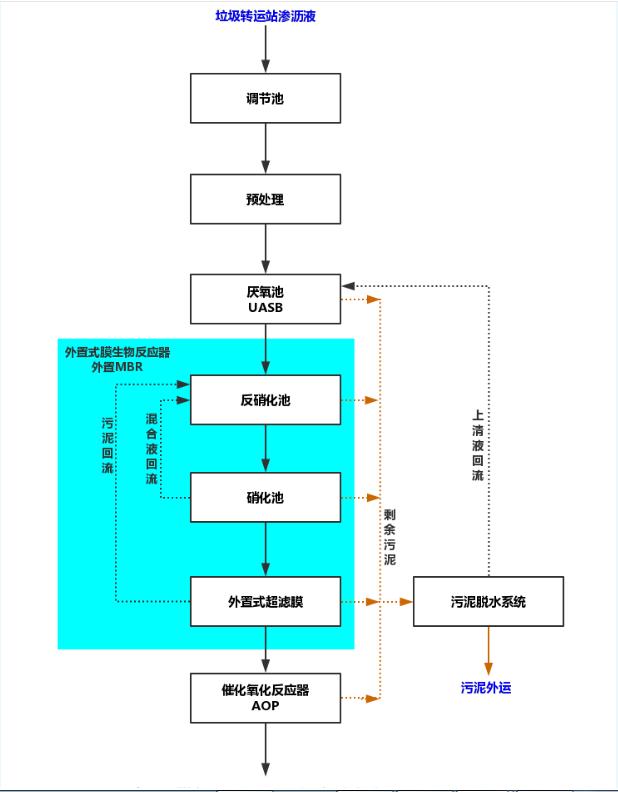
由于转运站高峰作业时间一般集中在 2~4h,渗滤液瞬时流量波动较大,因此,渗滤液总体水量小但波动较大。
《生活垃圾转运站技术规范》CJJ/T47-2016标准规定:转运作业过程产生的垃圾水及清洗车辆、设备的生产污水,在获得有关主管部门同意后可排入临近市政排水管网集中处理;否则,应将其预处理至达到国家现行标准的要求后再排入临近市政排水管网或用车辆、管道将垃圾水等输送到污水处理厂。其工艺流程图如下:
四、处理的难点
1.积存液渗滤液应急处理:垃圾填埋场中的渗滤液因日常设备处理能力不足,大量积存于池中。积存的的渗滤液具有明显的可生化性差、盐分高等特点,如果采用传统的生化工艺,需要投加大量的碳源、控制温度等条件来维持运行且建设生化系统时间较长。两级DTRO因为具有设备集成度高、安装便捷、投入使用快,经常被作为应急设备来使用,但如果只处理渗滤液,不解决浓缩液问题,盐分的循环与积累必将会导致设备产水率迅速下降、运行成本迅速上升,直至系统无法运行[7]。
2.垃圾焚烧厂浓缩液处理处置:膜深度处理工艺会产生15%-30%的浓缩液[8],国内大部分焚烧厂选择将浓缩液送至焚烧主体部分协同处置,包括回喷、石灰浆制备、炉渣冷却等工艺。但是焚烧烟气处理工艺不同,石灰浆制备所能消纳的量有限,回喷处理会降低垃圾的热值,影响炉温且腐蚀炉膛。
3.餐厨垃圾处理:工艺的选择至关重要,且工艺设计需关注动植物油及悬浮物,氨氮、总氮控制要求高。
五、需要解决的问题
膜浓缩液组成复杂、污染物浓度极高,处理难度较大,只能靠物理或化学方法来处理。膜浓缩液回灌可能导致渗滤液出水含盐量升高,影响系统稳定性,还可能会影响垃圾堆体的稳定性。膜浓缩液处理的难点与问题主要体现在以下两个方面。
1.膜浓缩液水质复杂
膜浓缩液富集了大量难降解有机物、无机盐类以及微量重金属,若干极难处理的物质掺混在一起。根据我国几家采用反渗透工艺的项目运行经验分析,要保证反渗透出水的各项指标达标,浓缩倍数不能过高,浓缩液产量也非常大,给其终端浓缩液处理带来极大困难。
2.全量化处理技术挑战高
浓缩液妥善处理是实现渗滤液全量化处理的关键保障,需要采用切实有效的浓缩液处理工艺,例如采用蒸发、结晶的技术,或者用絮凝沉淀、高级氧化等方法对浓缩液进行处理。膜减量工艺可以对膜浓缩液进一步减量,但减量后的废水去向以及膜减量过程中膜的污染问题还需解决;机械蒸汽压缩蒸发等间壁式蒸发技术也可以实现对膜浓缩液的进一步浓缩,但受困于结垢问题,浓缩倍数不能过高,而且在蒸发过程中可能向浓缩液引入更多的盐分,导致生成浓度更高、总盐量更大的***浓缩液;高级氧化对膜浓缩液有机污染物有一定的处理效果,但单独使用无法达到直接排放的标准,还必须解决工程运行稳定性的问题。建有垃圾焚烧发电项目的可以采用回喷处理,但炉膛结焦结渣腐蚀等问题发生概率显著提高;浸没燃烧蒸发可实现全量浓缩液的固液分离,但余热利用方面还有提升空间。
六、研究方向
依据相关资料调研项目的运行能力、运行时长、运行费用等运行参数综合得出,高级氧化技术、低温蒸发、机械蒸发等浓缩液处理项目总设计处理能力很大,但实际运行效果不佳,一些项目受制于原水水质波动需要复杂的预处理,一些项目运行稳定性较差,一些项目实际处理能力达不到设计能力;浸没燃烧蒸发在稳定性上相对较好。近年来蒸发、高级氧化复合工艺处理浓缩液处理新技术蓬勃发展,因此未来研究方向主要为稳定运行与降低能耗,从而实现经济效益的***大化。

